
In the PET recycling industry, moisture control is one of the most critical factors affecting final product quality, processing efficiency, and production costs. Excessive moisture content in PET flakes can lead to hydrolysis degradation, intrinsic viscosity (IV) reduction, yellowing, bubble formation, and unstable extrusion performance.
For PET recyclers and manufacturers, maintaining low moisture levels is essential for producing high-quality recycled PET (rPET) suitable for fiber, sheet, strapping, and food-grade applications.
What Is Moisture Content in PET Flakes?
Moisture content refers to the amount of water remaining inside or on the surface of PET flakes after washing and drying processes.
The moisture level is typically measured in:
ppm (parts per million)
percentage (%)
For high-quality PET processing, the recommended moisture content is usually:
Below 1%
Preferably below 500 ppm before extrusion
Below 50 ppm for food-grade applications
Why Excess Moisture Is a Serious Problem
1. Hydrolysis Degradation
PET is highly sensitive to moisture at high processing temperatures.
During extrusion, water molecules break the polymer chains through hydrolysis reactions, resulting in molecular weight reduction.
This causes:
- Lower intrinsic viscosity (IV)
- Reduced mechanical strength
- Poor melt stability
- Inferior product quality
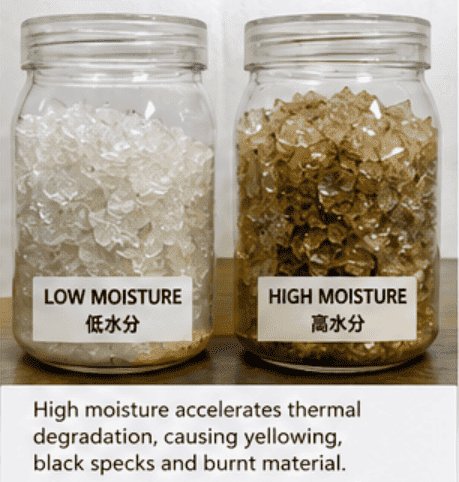
2. Yellowing and Black Spots
High moisture levels can accelerate thermal degradation during extrusion.
As degradation increases, recycled PET may develop:
- Yellow discoloration
- Black specks
- Burnt material contamination
These defects significantly reduce the commercial value of rPET products.
3. Bubble Formation During Extrusion
Residual moisture vaporizes under high temperatures, generating bubbles and voids inside the melt flow.
This may lead to:
- Surface defects
- Unstable sheet production
- Weak film structure
- Poor transparency
4. Reduced Production Efficiency
Moisture-related instability often causes:
Frequent machine shutdowns
Filter blockage
Unstable pressure
Increased energy consumption
As a result, manufacturers face higher operating costs and reduced productivity.
How Moisture Affects Food-Grade rPET
Food-grade recycled PET requires extremely strict quality standards.
Even small amounts of moisture may negatively affect:
- IV stability
- Acetaldehyde generation
- Transparency
- Odor performance
- Food safety compliance
Therefore, advanced drying systems are essential in food-grade PET recycling lines.
Common Sources of Moisture in PET Recycling
Washing Process
After hot washing and friction washing, PET flakes retain surface moisture.
Inadequate Dewatering
Insufficient centrifugal dewatering may leave excess moisture before thermal drying.
Poor Drying System Design
Low drying temperature or insufficient residence time may prevent complete moisture removal.
Improper Storage Conditions
PET flakes can absorb moisture from humid environments during storage and transportation.
How to Reduce Moisture in PET Flakes
1. Efficient Dewatering System
A high-speed centrifugal dewatering machine can significantly reduce surface moisture before thermal drying.
2. Hot Air Drying System
Hot air pipelines and thermal drying equipment help achieve low final moisture content.
3. Crystallization and Dehumidification Drying
For food-grade applications, dehumidification dryers are often used to reach ultra-low moisture levels.
4. Proper Material Storage
PET flakes should be stored in dry, sealed environments to prevent moisture absorption.
Recommended Moisture Levels for Different Applications
| Application | Recommended Moisture |
| Fiber Grade PET | < 1000 ppm |
| Sheet Extrusion | < 500 ppm |
| Bottle-to-Bottle Recycling | < 50 ppm |
| Food Grade rPET | < 30–50 ppm |
The Importance of Advanced PET Recycling Equipment
Modern PET recycling lines integrate:
- Friction washing
- Centrifugal dewatering
- Hot air drying
- Zig-zag separation
- Intelligent moisture control systems
These technologies help recyclers achieve:
- Stable product quality
- Lower energy consumption
- Higher production efficiency
- Better market competitiveness
Conclusion
Moisture control is a critical factor in PET recycling and directly impacts product quality, extrusion stability, and profitability.
As the demand for high-quality rPET continues to grow worldwide, investing in advanced drying and moisture control technologies has become increasingly important for recycling companies.
Looking for a high-efficiency PET recycling solution?
Contact Streamline Eco Tech to learn more about our advanced PET washing and drying systems.
