
In der PET-Recyclingindustrie ist die Kontrolle des Feuchtigkeitsgehalts einer der wichtigsten Faktoren, die die Qualität des Endprodukts, die Verarbeitungseffizienz und die Produktionskosten beeinflussen. Ein zu hoher Feuchtigkeitsgehalt in PET-Flocken kann zu einem Abbau der Hydrolyse, einer Verringerung der intrinsischen Viskosität (IV), Vergilbung, Blasenbildung und einer instabilen Extrusionsleistung führen.
Für PET-Recycler und -Hersteller ist die Aufrechterhaltung eines niedrigen Feuchtigkeitsgehalts von entscheidender Bedeutung, um hochwertiges recyceltes PET (rPET) zu produzieren, das sich für Fasern, Folien, Umreifungsbänder und lebensmitteltaugliche Anwendungen eignet.
Wie hoch ist der Feuchtigkeitsgehalt von PET-Flocken?
Der Feuchtigkeitsgehalt bezieht sich auf die Wassermenge, die nach dem Waschen und Trocknen im Inneren oder auf der Oberfläche der PET-Flocken verbleibt.
Der Feuchtigkeitsgehalt wird in der Regel in gemessen:
ppm (Teile pro Million)
Prozentsatz (%)
Für eine hochwertige PET-Verarbeitung wird in der Regel ein Feuchtigkeitsgehalt empfohlen:
Unterhalb von 1%
Vorzugsweise unter 500 ppm vor der Extrusion
Unter 50 ppm für lebensmitteltaugliche Anwendungen
Warum überschüssige Feuchtigkeit ein ernstes Problem ist
1. Hydrolyse-Abbau
PET ist bei hohen Verarbeitungstemperaturen sehr empfindlich gegenüber Feuchtigkeit.
Während der Extrusion brechen die Wassermoleküle die Polymerketten durch Hydrolysereaktionen auf, was zu einer Verringerung des Molekulargewichts führt.
Dies verursacht:
- Niedrigere intrinsische Viskosität (IV)
- Reduzierte mechanische Festigkeit
- Schlechte Schmelzstabilität
- Minderwertige Produktqualität
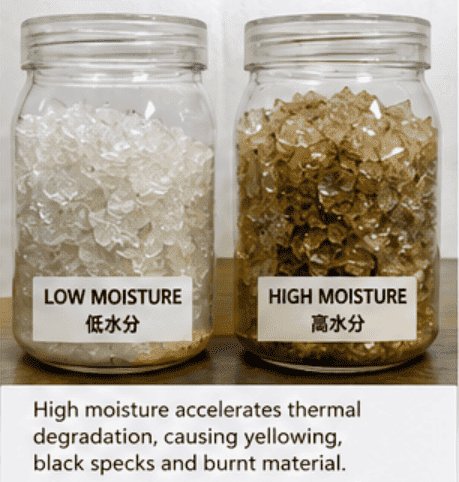
2. Vergilbung und schwarze Flecken
Ein hoher Feuchtigkeitsgehalt kann die thermische Zersetzung während der Extrusion beschleunigen.
Mit zunehmender Zersetzung kann recyceltes PET entstehen:
- Gelbe Verfärbung
- Schwarze Flecken
- Kontamination durch verbranntes Material
Diese Mängel mindern den Handelswert von rPET-Produkten erheblich.
3. Blasenbildung beim Strangpressen
Die Restfeuchte verdampft bei hohen Temperaturen und erzeugt Blasen und Hohlräume im Schmelzfluss.
Dies kann dazu führen:
- Oberflächenfehler
- Instabile Blattproduktion
- Schwache Filmstruktur
- Mangelnde Transparenz
4. Verminderte Produktionseffizienz
Feuchtigkeitsbedingte Instabilität ist häufig die Ursache:
Häufige Maschinenstillstände
Verstopfung des Filters
Instabiler Druck
Erhöhter Energieverbrauch
Infolgedessen müssen die Hersteller mit höheren Betriebskosten und geringerer Produktivität rechnen.
Wie sich Feuchtigkeit auf lebensmittelechtes rPET auswirkt
Recyceltes PET in Lebensmittelqualität erfordert extrem strenge Qualitätsstandards.
Selbst geringe Mengen an Feuchtigkeit können sich negativ auswirken:
- IV-Stabilität
- Bildung von Acetaldehyd
- Transparenz
- Geruchsleistung
- Einhaltung der Lebensmittelsicherheit
Daher sind fortschrittliche Trocknungssysteme für lebensmittelgeeignete PET-Recyclinganlagen unerlässlich.
Häufige Feuchtigkeitsquellen beim PET-Recycling
Waschvorgang
Nach dem Heiß- und Friktionswaschen behalten PET-Flakes die Oberflächenfeuchtigkeit.
Unzureichende Entwässerung
Bei unzureichender Zentrifugalentwässerung kann vor der thermischen Trocknung überschüssige Feuchtigkeit zurückbleiben.
Schlechte Auslegung des Trocknungssystems
Eine niedrige Trocknungstemperatur oder eine unzureichende Verweilzeit können einen vollständigen Feuchtigkeitsentzug verhindern.
Unsachgemäße Lagerungsbedingungen
PET-Flakes können während der Lagerung und des Transports Feuchtigkeit aus feuchten Umgebungen aufnehmen.
Wie man die Feuchtigkeit in PET-Flocken reduziert
1. Effizientes Entwässerungssystem
Eine Hochgeschwindigkeits-Zentrifugalentwässerungsmaschine kann die Oberflächenfeuchtigkeit vor der thermischen Trocknung erheblich reduzieren.
2. Heißluft-Trocknungssystem
Heißluftleitungen und thermische Trocknungsanlagen tragen zu einem niedrigen Endfeuchtigkeitsgehalt bei.
3. Kristallisation und Entfeuchtung Trocknung
Bei Anwendungen im Lebensmittelbereich werden häufig Entfeuchtungstrockner eingesetzt, um einen extrem niedrigen Feuchtigkeitsgehalt zu erreichen.
4. Richtige Lagerung des Materials
PET-Flakes sollten in trockenen, geschlossenen Räumen gelagert werden, um die Aufnahme von Feuchtigkeit zu verhindern.
Empfohlene Feuchtigkeitsgrade für verschiedene Anwendungen
| Anmeldung | Empfohlene Luftfeuchtigkeit |
| PET-Faserqualität | < 1000 ppm |
| Plattenextrusion | < 500 ppm |
| Bottle-to-Bottle-Recycling | < 50 ppm |
| Lebensmittelgeeignetes rPET | < 30-50 ppm |
Die Bedeutung moderner PET-Recyclinganlagen
Moderne PET-Recyclinganlagen integrieren:
- Waschen durch Reibung
- Zentrifugale Entwässerung
- Heißlufttrocknung
- Zick-Zack-Trennung
- Intelligente Feuchtigkeitskontrollsysteme
Diese Technologien helfen den Verwertern, ihre Ziele zu erreichen:
- Stabile Produktqualität
- Geringerer Energieverbrauch
- Höhere Produktionseffizienz
- Bessere Wettbewerbsfähigkeit auf dem Markt
Schlussfolgerung
Die Kontrolle der Feuchtigkeit ist ein entscheidender Faktor beim PET-Recycling und wirkt sich direkt auf die Produktqualität, die Extrusionsstabilität und die Rentabilität aus.
Da die Nachfrage nach hochwertigem rPET weltweit weiter steigt, werden Investitionen in fortschrittliche Trocknungs- und Feuchtigkeitskontrolltechnologien für Recyclingunternehmen immer wichtiger.
Sie suchen eine hocheffiziente PET-Recyclinglösung?
Kontakt Stromlinie Eco Tech um mehr über unsere fortschrittlichen PET-Wasch- und Trocknungssysteme zu erfahren.
