
Na indústria de reciclagem de PET, o controlo da humidade é um dos factores mais críticos que afectam a qualidade do produto final, a eficiência do processamento e os custos de produção. Um teor excessivo de humidade nos flocos de PET pode levar à degradação da hidrólise, à redução da viscosidade intrínseca (IV), ao amarelecimento, à formação de bolhas e a um desempenho instável da extrusão.
Para os recicladores e fabricantes de PET, a manutenção de baixos níveis de humidade é essencial para a produção de PET reciclado (rPET) de alta qualidade, adequado para aplicações de fibra, folha, cintagem e de qualidade alimentar.
Qual é o teor de humidade dos flocos de PET?
O teor de humidade refere-se à quantidade de água que permanece no interior ou à superfície dos flocos de PET após os processos de lavagem e secagem.
O nível de humidade é normalmente medido em:
ppm (partes por milhão)
percentagem (%)
Para o processamento de PET de alta qualidade, o teor de humidade recomendado é normalmente:
Inferior a 1%
De preferência inferior a 500 ppm antes da extrusão
Inferior a 50 ppm para aplicações de qualidade alimentar
Porque é que o excesso de humidade é um problema grave
1. Degradação por hidrólise
O PET é muito sensível à humidade a temperaturas de processamento elevadas.
Durante a extrusão, as moléculas de água quebram as cadeias de polímeros através de reacções de hidrólise, resultando na redução do peso molecular.
Isto provoca:
- Menor viscosidade intrínseca (IV)
- Resistência mecânica reduzida
- Fraca estabilidade da fusão
- Qualidade inferior do produto
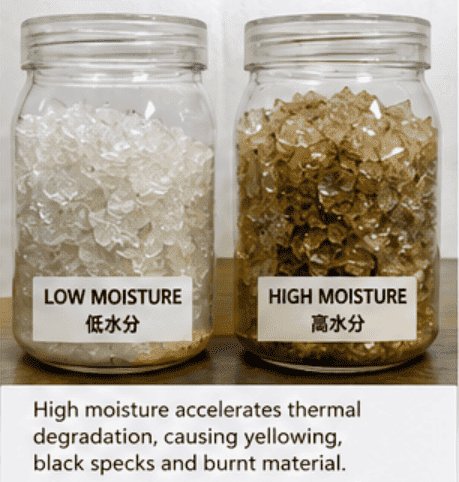
2. Amarelecimento e manchas pretas
Níveis elevados de humidade podem acelerar a degradação térmica durante a extrusão.
À medida que a degradação aumenta, o PET reciclado pode desenvolver-se:
- Descoloração amarela
- Manchas pretas
- Contaminação por material queimado
Estes defeitos reduzem significativamente o valor comercial dos produtos rPET.
3. Formação de bolhas durante a extrusão
A humidade residual vaporiza a altas temperaturas, gerando bolhas e vazios no interior do fluxo de fusão.
Isto pode levar a:
- Defeitos de superfície
- Produção de folhas instável
- Estrutura fraca da película
- Pouca transparência
4. Redução da eficiência da produção
A instabilidade relacionada com a humidade é frequentemente a causa:
Paragens frequentes de máquinas
Bloqueio do filtro
Pressão instável
Aumento do consumo de energia
Como resultado, os fabricantes enfrentam custos operacionais mais elevados e uma produtividade reduzida.
Como a humidade afecta o rPET de qualidade alimentar
O PET reciclado de qualidade alimentar exige normas de qualidade extremamente rigorosas.
Mesmo pequenas quantidades de humidade podem afetar negativamente:
- Estabilidade IV
- Produção de acetaldeído
- Transparência
- Desempenho em termos de odores
- Conformidade com a segurança alimentar
Por conseguinte, os sistemas de secagem avançados são essenciais nas linhas de reciclagem de PET de qualidade alimentar.
Fontes comuns de humidade na reciclagem de PET
Processo de lavagem
Após lavagem a quente e lavagem por fricção, os flocos de PET retêm a humidade superficial.
Desidratação inadequada
Uma desidratação centrífuga insuficiente pode deixar um excesso de humidade antes da secagem térmica.
Má conceção do sistema de secagem
Uma temperatura de secagem baixa ou um tempo de permanência insuficiente podem impedir a remoção completa da humidade.
Condições de armazenamento incorrectas
Os flocos de PET podem absorver a humidade de ambientes húmidos durante a armazenagem e o transporte.
Como reduzir a humidade nos flocos de PET
1. Sistema de desidratação eficiente
Uma máquina de desidratação centrífuga de alta velocidade pode reduzir significativamente a humidade superficial antes da secagem térmica.
2. Sistema de secagem por ar quente
As condutas de ar quente e o equipamento de secagem térmica ajudam a obter um baixo teor de humidade final.
3. Cristalização e desumidificação Secagem
Para aplicações de qualidade alimentar, os secadores de desumidificação são frequentemente utilizados para atingir níveis de humidade ultrabaixos.
4. Armazenamento correto dos materiais
Os flocos de PET devem ser armazenados em ambientes secos e fechados para evitar a absorção de humidade.
Níveis de humidade recomendados para diferentes aplicações
| Aplicação | Humidade recomendada |
| PET de grau de fibra | < 1000 ppm |
| Extrusão de chapa | < 500 ppm |
| Reciclagem de garrafa para garrafa | < 50 ppm |
| rPET de qualidade alimentar | < 30-50 ppm |
A importância do equipamento avançado de reciclagem de PET
As modernas linhas de reciclagem de PET integram:
- Lavagem por fricção
- Desidratação centrífuga
- Secagem por ar quente
- Separação em ziguezague
- Sistemas inteligentes de controlo da humidade
Estas tecnologias ajudam os operadores de reciclagem a alcançar:
- Qualidade estável do produto
- Menor consumo de energia
- Maior eficiência de produção
- Maior competitividade no mercado
Conclusão
O controlo da humidade é um fator crítico na reciclagem de PET e tem um impacto direto na qualidade do produto, na estabilidade da extrusão e na rentabilidade.
Como a procura de rPET de alta qualidade continua a crescer em todo o mundo, o investimento em tecnologias avançadas de secagem e controlo de humidade tornou-se cada vez mais importante para as empresas de reciclagem.
Procura uma solução de reciclagem de PET de elevada eficiência?
Contacto Streamline Eco Tech para saber mais sobre os nossos sistemas avançados de lavagem e secagem de PET.
